

Glass Grinding Wheels: A Cheat Sheet
Have some questions about glass grinding? You are not alone. Choosing the right diamond wheel for your glass grinding needs…
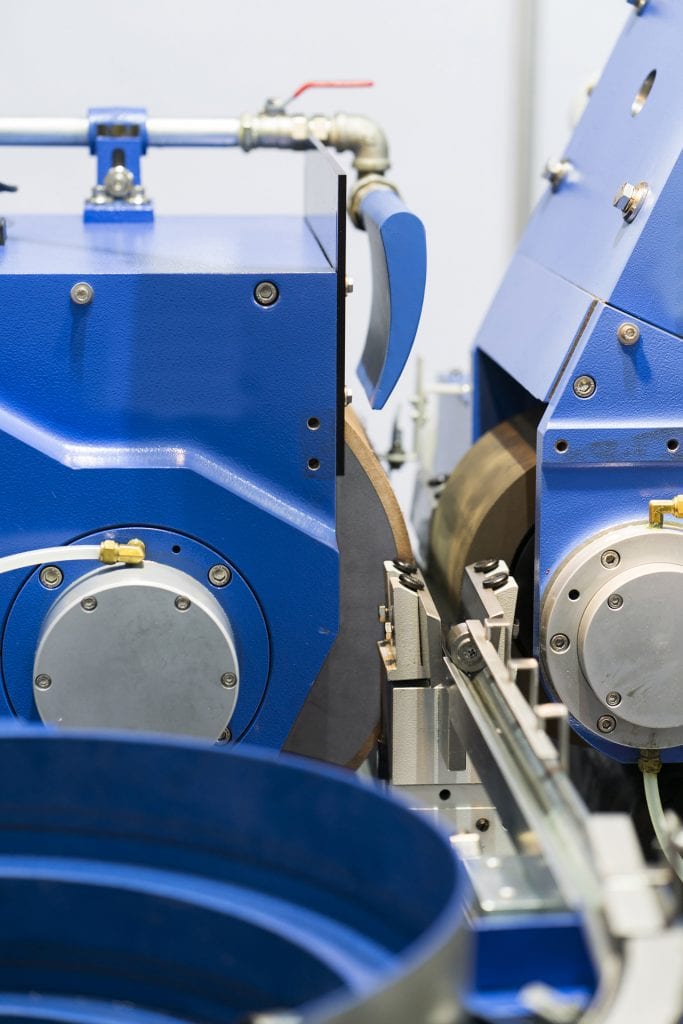
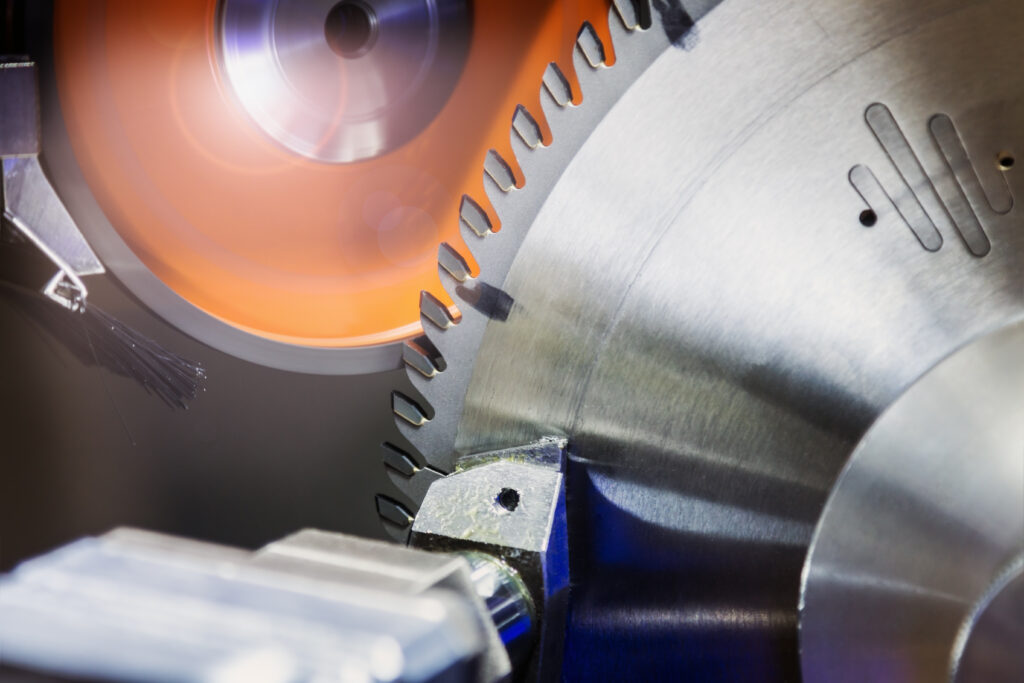
Centerless grinding is one of the machining processes that uses either a conventional or abrasive wheel to remove material from a workpiece. The grinding process involves the part being supported on the workpiece rest blade that sits between two rotating cylinders. Two wheels are involved in this process: a regulating wheel and a larger conventional or abrasive grinding wheel. The regulating wheel controls the rotational speed and hence the feed rate while the grinding wheel removes the material from the part. Because the workpiece is held in place by the pressure of the rotating wheel, no fixturing is required. Setup is easy and turnaround times are short. Rigid support also means no deflection during the grinding process.
Even with so many advantages and having been around for many years, centerless grinding has fewer practitioners than with other types of grinding. The lack of understanding of the fundamentals tends to be the biggest hurdle. That being said, we are going to break down the centerless grinding fundamentals below to (hopefully) improve your understanding.
Unlike machining, centerless grinding reduces the number of axes operating on the workpiece. However, there are many areas where centerless grinding addresses some of the limitations of machining (ie: material, finish, or dimensional capabilities). This is where centerless grinding will fill the gap. For example, if the diameter of a part is impossible to mount, roundness can be achieved via a centerless grinding process. With no axial thrust on a workpiece, centerless grinding is also useful on long, brittle materials that would otherwise be distorted. Listed below are some of the bonds and core options available, as well as common applications.
Applications for centerless grinding include grinding outer and inner cylindrical surfaces, outer and inner conical surfaces of many types of rods and tools and is often used in mass production of outer cylindrical surfaces.
Workpieces: Tungsten carbide rods, bearing rings, valve plug, piston pin, valves, etc..
Resin bond: Aluminum and Bakelite (good finish)
Vitrified Bond: Cermaic and Aluminum core
Metal Bond: Steel + Aluminum core
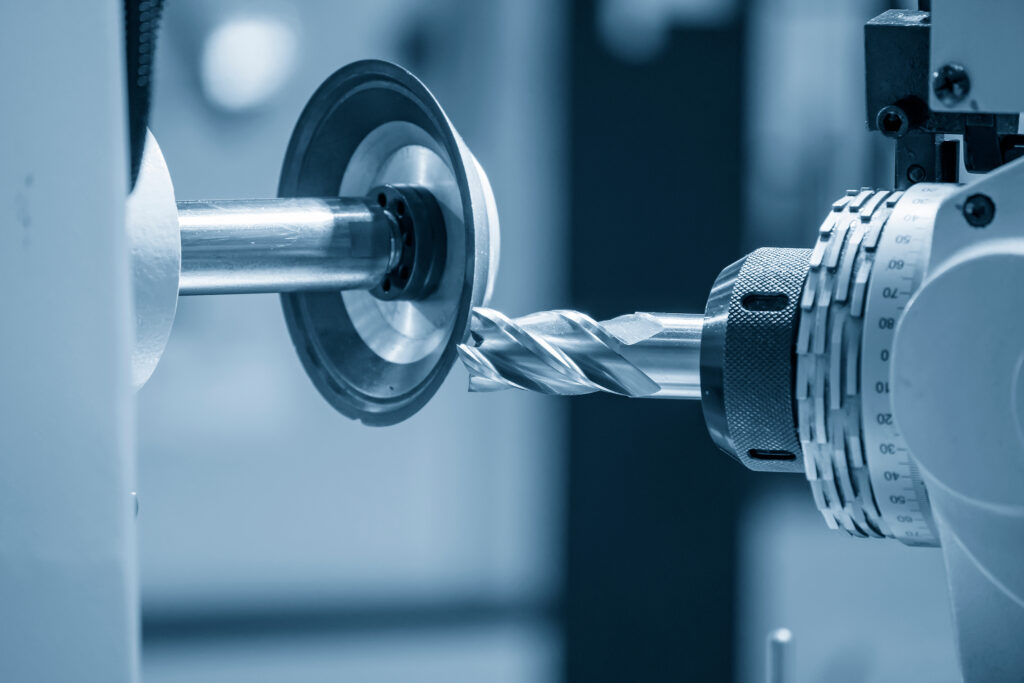
Truing and dressing a centerless wheel is different from regular cylindrical grinding wheels. The production process of centerless grinding wheels is much more complex and requires special fixtures and tools. At Eagle, we would rather have the customer provide the flanges and spindle so we can guarantee a quality part.
It is common to use SiC grinding wheels to true centerless grinding wheels, and to use a dressing stick to dress the work surface of the wheel in the wheel plant. Users normally use pig iron rod, copper rod, SiC sticks and WA sticks to true and dress the wheel. Iron rod is very aggressive and will shape the surface of the wheel but will dull the abrasive. Copper rod is not as aggressive as iron rod. SiC and WA sticks are used for light dressing due to easy to wear. Remember to use plenty of coolant during dressing due to heat generation. On some machines, engaging dressing mode can decrease the grinding wheel speed while dressing.
The choice of grinding wheel is critical in centerless grinding. The wheel must be well-suited for the desired surface finish and the material from which the parts are made.
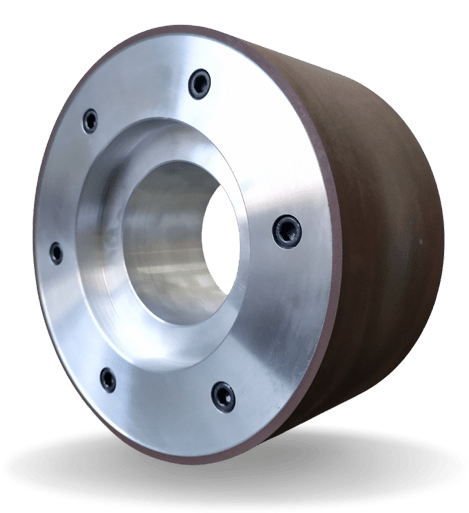
Eagle’s centerless wheels come in many grain sizes, abrasive types (diamond and CBN), and diameters. How can you achieve the best results?

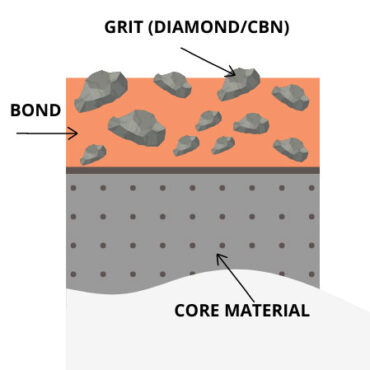
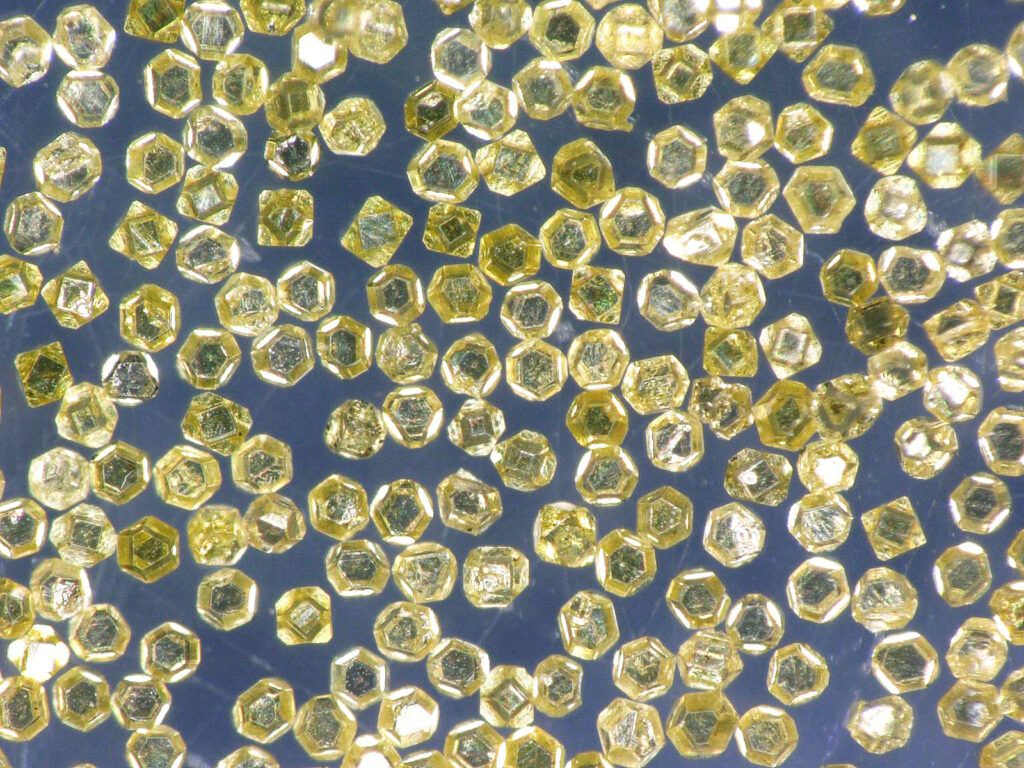
Why superabrasives provide an advantage when grinding extremely hard materials:
If you want to achieve your operational goals, the angle at which your centerless wheel makes contact with the part is critical. Normally, the center of a regulating wheel is set at the same height as the grinding wheel with the workpiece being situated slightly higher. However, placing the workpiece too high may cause chatter, while being set too low will cause it to be out of round.
What is the goal? Keeping part in contact with the regulating wheel and making sure the grinding wheel is moving faster than the regulating wheel. The superabrasive wheel should be providing the force to create precise roundness. If you want to ensure the entire surface on the grinding wheel is in use, the angles must be correct.
If the angle is too acute, a workpiece can go too far into the grinding area and cause tapering, uneven wear, and reduced wheel life. Should the regulating wheel be too close to parallel with the grinding wheel, a workpiece/wheel crash can occur from the stall between wheels.
Also note that the angle of the rest blade is very important. Getting this aspect wrong can result in too much pressure on the grinding wheel, causing chatter.
In order to remove the heat from the wheel and the contact zone, coolant is necessary. Correctly pressurized coolant is critical in overcoming the air “barrier” created between the grinding wheel and the workpiece during the process. This allows the coolant to flow into that space.
Coolant is critical in preventing heat from returning to the grinding wheel or workpiece. Without coolant, holding tolerances for roundness and straightness is difficult. Thermal damage is the last thing you want, as it will cause the grinding wheel to blister and crack.
Centerless grinding is a skill acquired through experience in this area of the industry. If you are looking for the best results (and we assume you are), you want a supplier that understands the science of this niche demand. You also want a partner who is constantly growing and learning, rather than always leaning on knowledge from decades ago.
Eagle Superabrasives provides not only the technical knowledge, but also the support to help you achieve your goals in the future. We believe in a no-pressure atmosphere and our engineers will help you each step of the way. We don’t make false promises or string you along. We pride ourselves on our reachability and transparency.
With the right grinding wheel and expertise, centerless grinding has the ability to produce a remarkable result. When it comes to metals, some are nearly impossible to turn with a cutting tool. And even if turning is possible, the precise surface finish and stock removal of a centerless wheel is far superior.
Yes, centerless grinding may not be the most common grinding method, however, the unique qualities combined with the variations available allows for parts that are irreplaceable for their applications.

When it comes to grinding wheel suppliers, quality comes in two forms, product and support. Here are the signs to look for in a supplier that values quality in both areas:
Complaint: Customer reports the runout is much more than 0.1mm when mounted to his machine.
Solution: Customer flanges have excessive wear. Fitting new flanges reduced the run out to 0.005mm.
Test results: Depth of cut is 0.01mm/pass, workpiece finish is Ra0.21 all tolerances and requirements are met, and wheel is approved.

Wheel specifications: 1A1 450×205×228.6×6×255
Bond: D600N100C4N0D-3
Workpiece: Tungsten carbide rods
Rod diameters: 6.5mm≤Ø≤12.0mm.
Rod length: 100mm-200mm.
Though feed grinding & auto loading.
Coolant: water based synthetic.
Diameter: 0~0.006mm
Run out: 0~0.005mm
Cylindricity: ≤0.004mm
Surface finish: Ra 0.25;
Workpiece tolerance requirements met.
Whether you are looking for general guidance or are ready to get a quote, we are dedicated to helping you find the right solution – and if we can’t provide the exact wheel you need, we will let you know. Eagle values communication and we will never lead you on. We hope you’ll explore the ways our team can help your business realize its potential.





{kind=link}