
Glass Grinding Wheels: A Cheat Sheet
Have some questions about glass grinding? You are not alone. Choosing the right diamond wheel for your glass grinding needs…
If you are experiencing poor grinding performance, improper dressing could be the blame. On occasion the diamond and CBN wheel surface has to be conditioned. The conditioning of your grinding wheel may include dressing, profiling and sharpening.
Much like sandpaper loading up with paint or debris after sanding furniture, a grinding wheel can become loaded too. Dressing your wheel becomes necessary to remove dulled grains and chips. Dressing the grinding wheel consists of re-sharpening the small, cutting edges of the wheel’s surface by fracturing the grains in order to create sharp edges. The space in between the grains are also cleaned out, removing material that has clogged the wheel’s face.
When using the proper dressing tool, you can create sharp cutting edges and recesses for chips simultaneously. A properly dressed diamond wheel will be true to the workpiece surface with open pores, giving the best results possible. Maintain optimal grain protrusion and sharpness on your diamond wheel by dressing regularly.
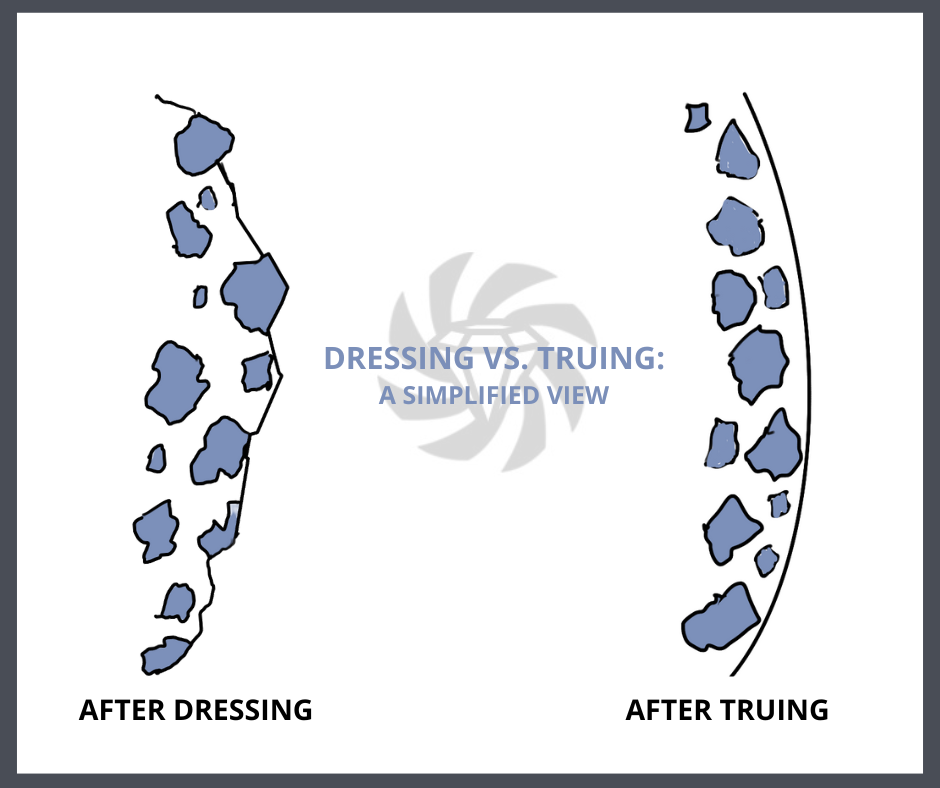
The truing process eliminates geometric deformities and gives the grinding wheel the required shape. Profiling diamond grinding wheels is economically efficient as the wheel can be used continually until there is no abrasive left on the wheel. Resin and hybrid bond diamond are usually dressed with silicon carbide or aluminum oxide wheels, a brake truing device, or a diamond roll dresser.
Whether you are looking for general guidance or are ready to get a quote, we are dedicated to helping you find the right solution – and if we can’t provide the exact wheel you need, we will let you know. Eagle values communication and we will never lead you on. We hope you’ll explore the ways our team can help your business realize its potential.





{kind=link}