

Glass Grinding Wheels: A Cheat Sheet
Have some questions about glass grinding? You are not alone. Choosing the right diamond wheel for your glass grinding needs…
When it comes to grinding wheels, the bond system is just as important as the abrasive type. Of the multiple bond systems we offer, vitrified bonds are typically the least understood, however, they are attracting more attention thanks to their improved performance and lower cost.
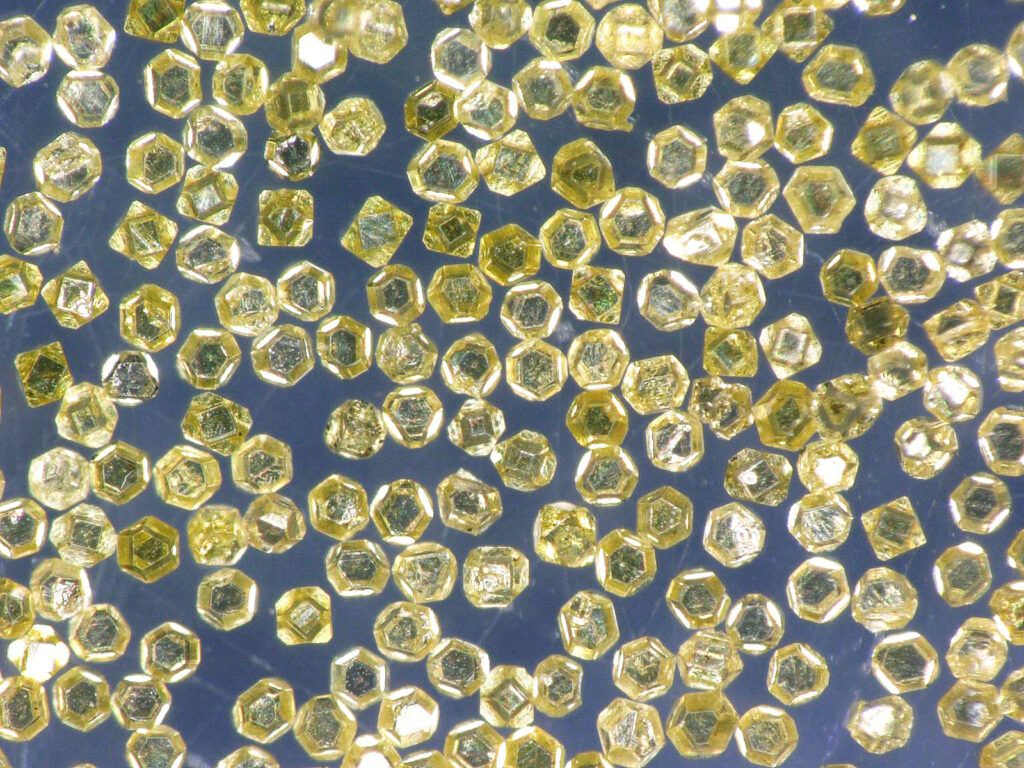
Vitrified bond grinding wheels contain a superabrasive (diamond or CBN) and either glass or ceramic particles. The mixture is pressed prior to firing in the kiln. The result is a glass-like structure that is extremely porous. The grit is held in a rigid matrix.
Plated wheels contain one bond layer, whereas vitrified bond wheels can have greater depth. The wheel is then able to be dressed multiple times. As it is grinding, the bond fractures and releases the worn grit to expose the fresh edges, making the wear rate very low. Complex profiles can also be achieved by putting a form into the wheel (although this does not complicate dressing).
The most notable benefit is the open, porous structure which allows the grit to stand out from the surface of the bond. This creates a wheel that is “free cutting”, providing adequate space for chip clearance.
Having a free cutting wheel increases material removal from the workpiece, reduces wear, and lessens dressing frequency. It also allows coolant to be carried through to the grinding zone and lowers overall forces, therefore reducing heat and possible workpiece damage.
Greater control is maintained over the final size when working at lower temperatures. The rigid nature of the wheel also contributes to precision. With low thermal growth and minimal wheel deflection, high tolerances can be maintained throughout the production run.
Vitrified bond wheels are ideal for high-volume applications. Their free-cutting ability combined with low wear rates and ease of dressing mean high stock removal rates and greater intervals between wheel changes.
When grinding ferrous materials, cubic boron nitride (CBN) wheels are preferred. Some common applications include camshafts and tool steel. Diamond, on the other hand, is preferred for ceramics, carbides, and other non-ferrous materials.
Of the multiple bond types we offer, a vitrified wheel is best suited for high-volume and extended run applications. The rigid, porous structure delivers high stock removal rates, extended wheel life and ultimately lowers your manufacturing costs.
Eagle is here to answer any questions you may have. No pressure- just answers. Get in touch with us today!





{kind=link}