- Is the wheel loaded up?
- If so, it needs to be dressed according to our standards
- If the wheel was directly out of the box.
- Dress the wheel prior to putting it back on the machine
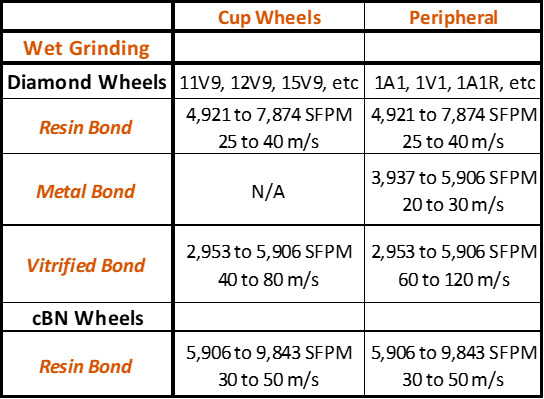
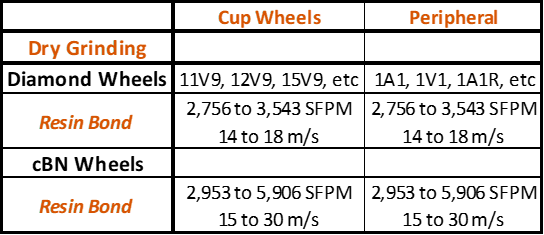
- Are the RPM’s within the correct range for the wheel?
- Are the wheels the same bond?
Troubleshooting Your Diamond and CBN Wheels
- Is the wheel being used for the same application?
- Does the wheel sound the same?
- Belts on the machine could be slipping
- Clamping could be coming loose causing vibration in the workpiece.
- Is the clamp close to the periphery of the blade?
- Is the wheel slipping on the arbor?
- Are the RPMs dropping while grinding?
- Is it a different carbide grade?
- It could be spindle wear or bad spindle bearing
Is the bond the same or has it changed?
- Is the wheel loaded or glazed over?
- Is clamping loose causing vibration and chattering in the wheel?
- Are the spindle bearings bad?
- Did the spindle speed change?
- Is it a different carbide grade?
- Remove flanges from the wheel and clean wheel and flanges thoroughly. Put the flanges back on and check again for runout
- Check the bore hole for scoring, scratches, or defects
- Check the spindle for runout
- Check the spindle bearings
- Dress the wheel to the arbor
- Can the spindle speed be adjusted?
- Spindle speed maybe too high
- Incorrect coolant placement
- Using the wrong coolant
- If the wheel is loading up take heavier passes
- Take lighter passes
- Lower the concentration
- Try a coarser grit
- Are you grinding a micrograin carbide?
- Is the finish the same as you were getting from previous supplier
- Grit could be finer or coarser based on supplier
- Are the parameters the same as the previous supplier
- Is the bond color the same as old supplier
- Check the belts for slippage
- What are the RPMs?
- Check the spindle bearings
- Check for belt slippage
- Are the RPMs decreasing during grinding?
- Did the bond change?
- The dressing stick should always be one to two grits finer than the wheel
- If it is a very fine wheel (D600 or finer) we don’t have a dressing stick that is able to dress it because it will rip out the diamond
- Water absorbs heat and oil does not
- Oil needs a softer sharper bond
- Oil is lubricating and water is not
- Changing will cause tips to blue and the wheel not to cut
- Volts are too low
- Make sure it is a CBN wheel
- Adjust spindle speed up and down to get best finish
- Slow down the cutting process
- Wheel should be self-dressing if used properly on correct material
- Would need to be reconditioned with spark erosion
- Ask us about companies that will dress your wheel for you.
- We do not have a way to dress a metal bond wheel
- Set the stops better in order to avoid the gullet
- Use a smaller abrasive section such as 1/16” section instead of a 1/8”
- You may notice a burr around the edge of the diamond wheel
- This can cause diamond to separate from the core
- Vibration in the wheel or spindle
- Clamp the wheel a bit better
- Make sure it isn’t glazed up
- Change the spindle bearings
- Check the belts and spindle
- Wheel should be mounted on adapter and trued
- Coolant placement could be off
- Coolant filtration
- Wheel is too soft and aggressive
- Wheel is too hard causing bouncing or vibration
- RPMs can vary the finish
- Excessive Dressing
- Use less pressure on the dressing stick
- Reduce down feed or cross feed